服务热线:18151371377

发布时间:2024-07-07 05:45:33 浏览次数:1 公司名称:[宣城]惠宁金属制品有限公司
| 最小起订 | 1支 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 惠宁 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 工业等级 |
| 质保时间 | 1年 |
| 外形尺寸 | 齐全 |
| 适用领域 | 化工管道 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |







宣城不锈钢焊管钢铁产能仍然要继续控制唐山将严格落实国务院《关于钢铁行业化解过剩产能实现脱困发展的意见》等相关文件精神和要求,统筹考虑“六稳”“六保”工作、碳达峰碳中和目标以及钢铁行业平稳运行,深化钢铁行业供给侧结构性改革,持续巩固提升钢铁去产能成果,到“十四五”末,将现有钢铁产能(以炼钢产能计)控制在1亿吨左右。总体来看,未来唐山市的钢铁行业发展也将在亿吨产能的基础上,继续深挖发展潜力,增强精品钢的比重,提升钢铁产品的附加值。可以预见的是,今年以及未来,唐山市钢铁行业的发展也将不断跨越,实现更多、更精彩的突破!日前,河南钢铁集团宣告成立,注册资本为200亿元,河南省正式启动钢铁行业的区域性整合。公告虽未披露河南钢铁集团的股东构成,但作为河南省 的钢铁集团,安阳钢铁势必会参与其中,除此之外,包括信阳钢铁、闽源钢铁和凤宝特钢等在内的众多民营钢铁企业以及部分产业链企业,也有可能参与河南钢铁集团的组建。届时,河南钢铁集团无论是粗钢产量还是营收收入必将取得一个新的突破。
宣城不锈钢焊管针对近期美国硅谷银行和签名银行相继倒闭导致银行业动荡等事件,鲍威尔说,少数银行在过去两周出现了“严重困难”。美联储与财政部和联邦储蓄保险公司(FDIC)合作采取了果断行动,以增强公众对美国银行体系的信心。美联储出台了新的银行定期融资计划,加之美联储长期存在的贴现窗口,将有效满足一些银行所面临的不寻常的融资需求,保证金融系统中有充足的流动性。鲍威尔认为,美国银行体系稳健且富有弹性,资本和流动性强劲。美联储将继续密切监测银行体系的状况,并准备在必要时使用所有工具,以保持银行体系的安全和健康,努力防止类似事件再次发生。河南省工业和信息化厅发布《河南省工业领域碳达峰实施方案》(以下简称《实施方案》),明确了河南省推进工业领域碳达峰的总体要求、重点任务和保障措施。《实施方案》提出,“十四五”期间,工业绿色发展达到国内先进水平,能源资源利用效率大幅提升;到2025年,规模以上单位工业增加值能耗较2020年下降18%;单位工业增加值二氧化碳排放下降幅度大于全社会下降幅度,重点行业二氧化碳排放强度明显下降。“十五五”期间,产业结构调整取得重大进展,低碳高效产业规模持续扩大,重点行业、重点产品能源资源利用效率达到国内先进水平,工业能耗强度、二氧化碳排放强度持续下降,基本建立以高效、绿色、循环、低碳为特征的现代工业体系,确保工业领域二氧化碳排放在2030年前达峰。《实施方案》围绕深度调整产业结构、高效推动节能降碳、积极推行绿色制造、大力发展循环经济、加快应用绿色技术、加速推进数字转型等8项重点任务,并对钢铁、建材、有色金属、石化化工等重点行业节能降碳进行了具体规划部署。
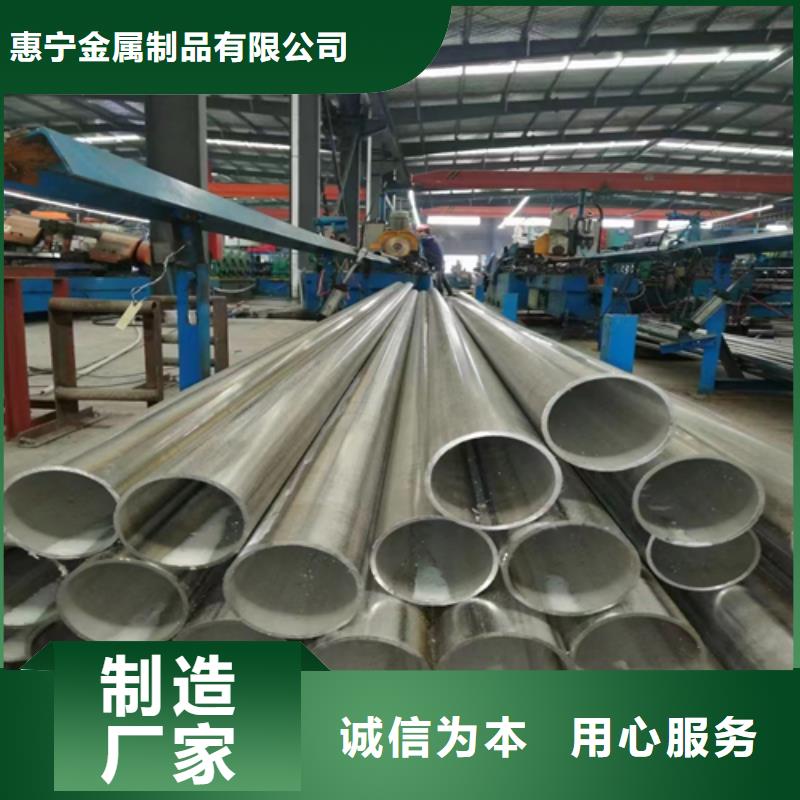
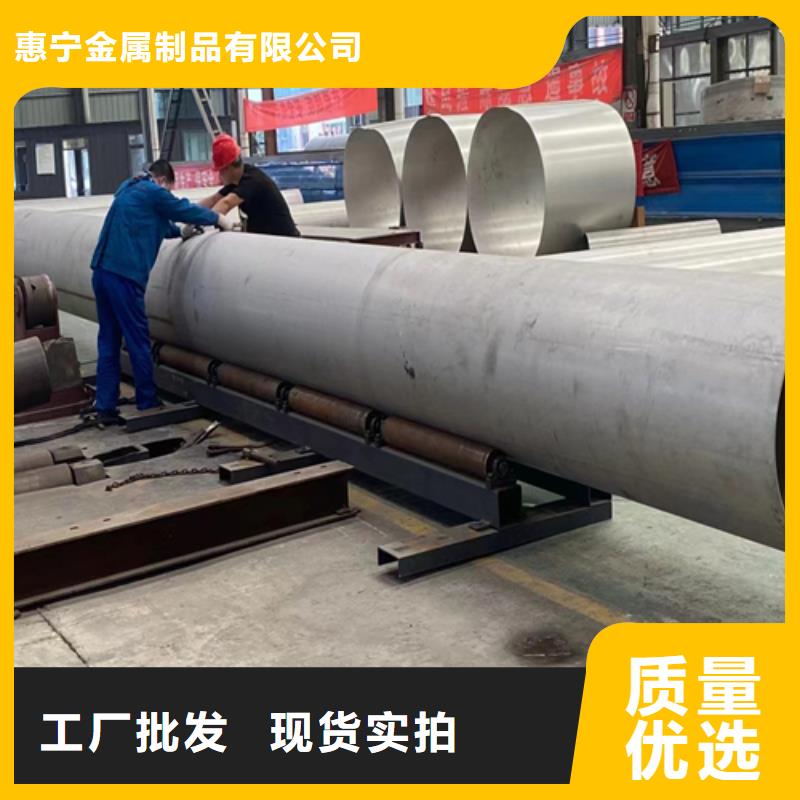
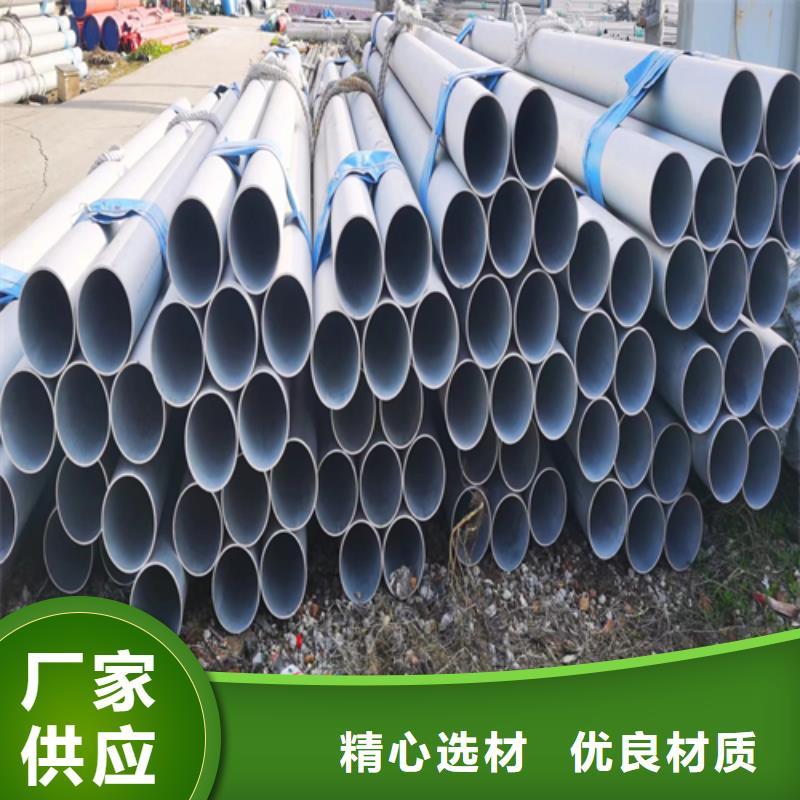
宣城不锈钢焊管 厂家批发规格多样 MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求.这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果.
3、 TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”.
宣城不锈钢焊管 防止产生焊瘤的措施
严格控制熔池温度,立、仰焊时,焊接电流应比平焊小10-15%,使用碱性焊条时,应采用短弧焊接,保持均匀运条。
● 产生弧坑的原因
熄弧时间过短,或焊接突然中断,或焊接薄板时电流过大等,弧坑常伴有裂纹和气孔,严重削弱焊接强度。
● 防止产生弧坑的措施
手工焊收弧时,焊条应作短时间停留或作几次环形运条。
七、 如何修补缺陷
有些缺陷的存在对结构的安全是非常危险的,因此一旦发现缺陷要及时进行修正。对于气孔的修正,特别是对于内部气孔,确认部位后,应用气动砂轮机或碳弧气刨清除全部气孔缺陷,并使其形成相应坡口,然后再进行补焊;对于夹渣、未焊透、未熔合的缺陷,也是要先用同样的方法清除缺陷,然后按规定进行补焊。对于裂纹,应先仔细检查裂纹的始、末端和裂纹的深度,然后再清除缺陷。用气动砂轮机消除裂纹缺陷时,应先在裂纹两端钻止裂孔,防止裂纹延长。钻孔时采用8~12mm钻头,深度应大于裂纹深度2~3mm。用碳弧气刨消除裂纹时,应先刨裂纹两端,以防裂纹延长,直至裂纹消除,然后进行整段裂纹的刨除。无论采用何种方法消除裂纹缺陷,都应使其形成相应的坡口,按规定进行补焊。


